
五斗 送料机 给大家分享 机械工程中的反馈控制
机械工程中的反馈控制
以数控机床工作台的驱动系统(即进给系统)为例。一种简单的控制方案是根据控制装置发出的一定频率和数量的指令脉冲驱动步进电动机,以控制工作台或刀架
的移动量,而对工作台或刀架的实际移动量不做检测,其工作原理如图1.3.1(a)所示,
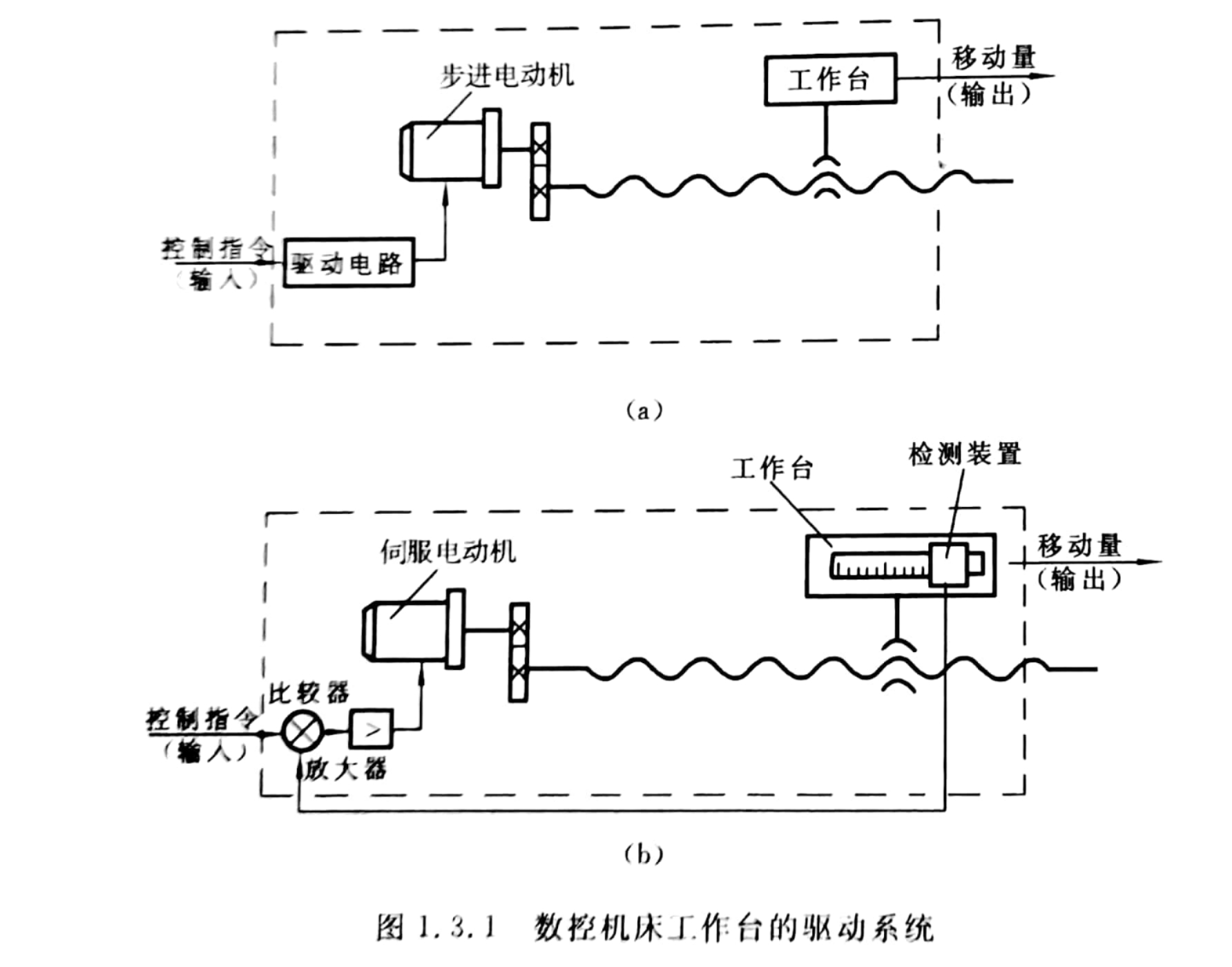
这种控制方式简单,但问题是,从驱动电路到工作台这整个“传递链“中的任一的误差均会影响工作台的移动精度或定位精度,为了提高控制精度,采用图1.3.1
(b)所示的反控制,以检测装置随时测定工作台的实际位置(即其输出信息),然后反馈送回输入端,与控制指令做比较;再根据工作台实际位置与目的位置之间由比较
所得出的误差决定控制动作,达到消除误差的目的图1.31(a)所示的系统称为开环系统,图1.3.1(b)所示的系统则称为闭环系统
图1.3.2所示

为一个径向静压轴承薄膜反馈式控制系统,图1.3.2(2)是其结构示意图,图1.3.2(b)是其方框图,主轴受到载荷W时,将产生编移c,使轴承下油腔
压力P2增大,轴承上油腔压力p减小,这样,与之相通的薄膜反馈机构的下油腔压力亦随之增大,上油腔压力则随之减小,使薄膜向上凸起,产生变形d,因此薄膜下半
部高压油输入轴承的通道扩大,液阻下降,从而使轴承下部压力增大,而基于与此相反的理由,轴承上半部压力减小,于是轴承下半部油腔产生反作用力,与载荷相平衡
以减小偏移量x,甚至完全消除偏移量x,即达到“无穷大”的支承刚度,以上只是为了说明方便,才将各因素间影响的因果关系按一定的顺序讲述,但不
应该将此过程想象为先由载荷引起一个偏移量,然后薄膜反谓机构中的薄膜产生个向上的凸度,而后者又引起轴承上、下油腔的压力差△p,将轴颈推回原处,这才消除偏移量c.事实上,整个过程几乎是同时进行的,即当载荷W(1)波动时,所有的参量x、P、P,△P、等均在相互影响,相互制约而几乎同时变化,载荷W()的任有
波动,都会引起原有平衡关系的破坏,造成控制器(即反馈机构)中薄膜的凸度变化而后者立即改变轴承中上、下油腔的压力差,使之在新的条件下达到新的平衡,这义
是一个典型的动态过程,此过程只有以动态模型才能有效地加以描述.
请关注五斗送料机,后续将会有更多的机械设备,三合一送料机、伺服送料机、滚轮送料机、精密整平机、分条机、冲压机械设备等的知识点分享。